
Cómo evitar la piel de naranja o los volantes en el fondo de una olla al estampar discos de aluminio?
Hw-a. Introducción: Impacto fundamental de los defectos de estampado en la calidad del fondo de la olla
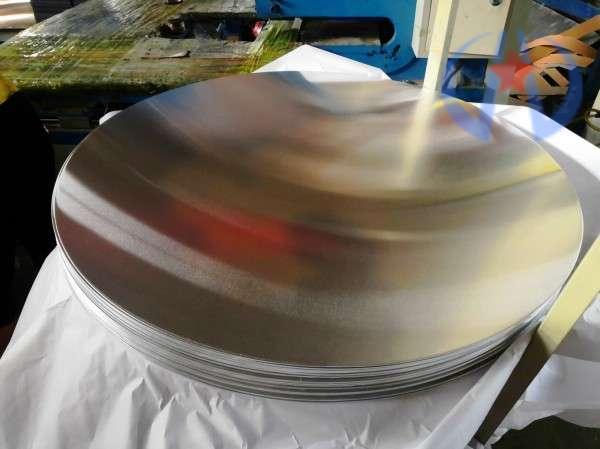
Estampación de discos de aluminio (utilizando principalmente aleaciones 1060 y 3003) Es un proceso central en la fabricación de fondos de ollas para utensilios de cocina.. Formación de textura de piel de naranja durante el estampado con disco de aluminio y los bordes ondulados son dos defectos de apariencia de alta frecuencia: Este defecto de piel de naranja se manifiesta como patrones cóncavo-convexos irregulares en la superficie inferior de la olla. (parecido a la piel de naranja, con rugosidad superficial Ra > 1.6µm), mientras que los bordes ondulados se refieren a deformaciones onduladas periódicas en el borde inferior de la olla (altura de la ola > 0.1milímetros, espaciado de onda 5-10 mm). Entre estos dos defectos, Este problema de textura no sólo perjudica la estética del producto. (la tasa de defectos de apariencia para utensilios de cocina de alta gama debe controlarse a continuación 0.5%) pero también reduce la adhesión posterior del recubrimiento (Los recubrimientos sobre texturas de piel de naranja tienden a desprenderse.). Por lo tanto, La prevención dirigida desde la causa raíz es esencial..
HW-B. Análisis en profundidad de las causas de los defectos: Efectos sinérgicos del material, Proceso, y moho
Este defecto de piel de naranja y los bordes ondulados no son causados por un solo factor, sino que son el resultado de los efectos combinados de las propiedades del material del disco de aluminio., parámetros del proceso de estampado, diseño de moldes, y condiciones de lubricación. Las diferencias específicas son las siguientes:
(A) Causas principales del defecto de piel de naranja en el estampado de discos de aluminio
- Desequilibrio entre la ductilidad del material y el estado del grano
-
- Primero, el índice de ductilidad (alargamiento δ10) El tamaño de los discos de aluminio está directamente relacionado con el tamaño del grano.: Para aleación 1060, si los granos son gruesos (>50µm, sin recocido de homogeneización), La deformación del grano durante el estampado se vuelve desigual: algunos granos se estiran demasiado mientras que otros conservan su forma original., formando “Concavidades y convexidades a nivel de grano.” que finalmente conducen a este defecto de piel de naranja;
-
- Segundo, el temperamento inadecuado de la aleación agrava el problema: si aleación 3003 Adopta el temperamento duro H14. (resistencia a la tracción σb = 150MPa) en lugar del temperamento O (σb = 120MPa), La ductilidad insuficiente causa concentración de tensión local durante el estampado.. Exceder el límite elástico del material da como resultado una deformación plástica desigual, con patrones en forma de lágrimas que aparecen en la superficie, inducir tal formación de textura.
- Distribución desigual de la tensión de estampado
-
- Velocidad de estampado excesivamente alta (>30mm/s) es un desencadenante clave: Los discos de aluminio tienen un corto tiempo de deformación. (<0.5s) dentro del molde, evitando la transmisión uniforme de tensiones. La diferencia de tasa de deformación entre el borde y el centro excede 20%, y el área central sufre primero deformación plástica debido a la concentración de tensiones., formando una piel de naranja “centro alto, borde bajo” forma que causa directamente este defecto;
-
- Además, Fuerza insuficiente del portapiezas (<5kN) empeora el problema: El borde del disco de aluminio es propenso a “estiramiento inestable” durante el estampado. La cantidad de extensión de áreas locales excede 25% (el alargamiento último de la aleación 1060 es aproximadamente 30%), y aparecen arrugas irregulares en la superficie al acercarse al límite plástico, Desarrollando aún más este problema de piel de naranja..
- Deterioro de la condición de la superficie del molde
-
- Mala rugosidad superficial del punzón del molde. (Real academia de bellas artes > 0.8µm, sin cromado) contribuye significativamente: Durante el estampado, El coeficiente de fricción entre el disco de aluminio y la superficie del molde excede 0.3. Experiencia en áreas locales “material pegado” debido a una excesiva resistencia a la fricción, y el material de aluminio está rayado por protuberancias en la superficie del molde, formando patrones parecidos a rayones que exacerban este defecto de textura;
-
- Además, temperatura del molde excesivamente alta (>50℃) es otro factor crítico: Estampación continua (>500 piezas/hora) Provoca acumulación de calor en el molde., elevar la temperatura local del disco de aluminio a 80-100 ℃. Ablandamiento desigual del material (Los límites del grano se suavizan primero.) conduce al deslizamiento de los límites de grano durante la deformación, produciendo concavidades y convexidades superficiales que se convierten en un inductor clave de este defecto de estampado..
(B) Causas principales de los bordes ondulados
- Desajuste entre la holgura del molde y el espesor del material
-
- Espacio libre excesivamente grande entre el punzón y la matriz (>15% del espesor del material) es una causa primaria: Tomando un espesor de 1,5 mm 3003 disco de aluminio como ejemplo, si el espacio libre supera los 0,225 mm, el borde del disco de aluminio sufre “libre deformación” dentro del espacio libre del molde y no puede ser restringido efectivamente por la pared del molde, formando ondas;
-
- Por el contrario, espacio libre desigual (error circunferencial >0.05milímetros) conduce a defectos direccionales: Si el punzón y la matriz no son concéntricos durante la instalación del molde, el espacio libre es demasiado pequeño (<0.1milímetros) en una dirección y demasiado grande (>0.2milímetros) en otro. Esto provoca una tensión desigual en el borde del disco de aluminio., con estiramiento excesivo en áreas con gran espacio libre, formando bordes ondulados direccionales.
- Fallo del sistema de lubricación
-
- El tipo de lubricante inadecuado interrumpe el proceso de estampado: Usar lubricantes a base de aceite mineral (viscosidad >100cst) evita la cobertura uniforme de la superficie del molde durante el estampado. Lubricación insuficiente en áreas locales. (p.ej., borde de corte) Provoca un aumento repentino en el coeficiente de fricción., y el borde del disco de aluminio es “arrastrado” y deformado, produciendo bordes ondulados irregulares;
-
- Notablemente, la aplicación desigual amplifica aún más el problema: si hay “áreas sin recubrir” (área >5%) durante la aplicación manual de lubricante, El disco de aluminio contacta directamente con el molde en estas áreas.. La resistencia a la fricción es 3-5 veces mayor que en áreas lubricadas, lo que lleva a diferencias en las tasas de deformación de los bordes y a la formación de bordes ondulados periódicos.
- Tolerancia de espesor excesivo de los discos de aluminio
-
- Desviación de espesor superior a ±0,05 mm (superando GB/T 3880.2 requisitos) crea una deformación desigual: Las áreas más gruesas requieren una mayor fuerza de estampado para deformarse., mientras que las áreas más delgadas son propensas a estirarse demasiado. La cantidad de estiramiento de áreas de bordes delgados (p.ej., 1.4mm de espesor) es 15-20% más alto que el de las áreas gruesas (1.6milímetros), finalmente formando bordes ondulados;
-
- Además, rebabas de borde excesivamente grandes (>0.1milímetros) inducir acumulación local: Si los discos de aluminio no se desbarban después del corte, Las rebabas son exprimidas por el molde durante el estampado., causando acumulación local de material y formación “inducido por rebabas” bordes ondulados.

HW-C. Soluciones de prevención sistemática: Optimización de material de cadena completa, Proceso, Moho, y lubricación
Para solucionar este defecto de piel de naranja y bordes ondulados, Se debe establecer un sistema de prevención desde tres aspectos.: control de fuente, optimización de procesos, y aseguramiento de equipos. Las medidas concretas para prevenir el problema de la piel de naranja son las siguientes:
(A) Pretratamiento de materiales: Sentar las bases para una producción libre de defectos
- Selección precisa de parámetros del disco de aluminio
-
- Aleación y temple: Para evitar este defecto de piel de naranja, El estampado del fondo de la olla prioriza la aleación 1060-O. (d10 ≥30%, tamaño de grano 20-30μm) o 3003-O (δ10 ≥25%), y evita los temperamentos duros H14/H18. Para fondos de ollas de alta precisión (p.ej., sartenes de alta gama), los discos de aluminio sufren “recocido de homogeneización + laminación en frío,” con tamaño de grano controlado a 15-20μm (detectado mediante microscopio metalográfico). Esto elimina los inductores del problema de textura desde la perspectiva de la ductilidad del material y la uniformidad del grano.;
-
- Espesor y tolerancia: Basado en los requisitos de espesor del fondo de la olla (p.ej., 2milímetros), discos de aluminio con tolerancia de espesor ≤±0,03 mm y rebabas de borde ≤0,05 mm (detectado mediante medidor de espesor láser y perfilómetro) Se seleccionan para garantizar la uniformidad del material., Reducir la deformación desigual causada por diferencias de espesor., e indirectamente prevenir este defecto de estampado.
- Optimización del proceso de pretratamiento
-
- El recocido de alivio de tensión elimina la tensión residual.: Los discos de aluminio cortados se recocen a 180-200 ℃ durante 1 hora para eliminar la tensión residual del corte (tensión residual ≤50MPa después del recocido), Evitar la deformación desigual inducida por la superposición de tensiones durante el estampado y prevenir este problema de piel de naranja.;
-
- La limpieza de superficies reduce los riesgos relacionados con la fricción: Las superficies de los discos de aluminio se limpian con 95% Alcohol antes de estampar para eliminar el aceite y el polvo. (la limpieza cumple con ISO 16232 Clase 5), prevenir el aumento de la fricción local causada por impurezas y reducir este defecto de textura inducido por la fricción.
(B) Optimización de parámetros de proceso: Control preciso del proceso de deformación
- Ajuste de los parámetros de estampado del núcleo (Centrados en prevenir el defecto de piel de naranja)
| Tipo de parámetro | Valores optimizados para prevenir el defecto de piel de naranja | Valores optimizados para bordes ondulados | Explicación del principio |
| Velocidad de estampado | 15-20mm/s | 10-15mm/s | La reducción de la velocidad extiende el tiempo de deformación para una transmisión uniforme de la tensión., Evitar la textura de piel de naranja inducida por la concentración de estrés local. |
| Fuerza del soporte en blanco | 8-12kN (para discos de φ200mm) | 10-15kN | La fuerza suficiente del soporte en blanco limita los bordes para evitar un estiramiento inestable, Reducir los inductores del problema de textura. |
| Profundidad de estampado | Ajuste preciso según la curvatura del fondo de la maceta. (p.ej., 5milímetros) | Control sincrónico de la carrera del punzón. (error ≤0,02 mm) | Evitar el estiramiento excesivo local previene las concavidades y convexidades superficiales que forman el defecto de piel de naranja. |
| Tiempo de permanencia | 0.3-0.5s | 0.5-0.8s | Dwell elimina la recuperación elástica y estabiliza la deformación., evitando el problema de textura causado por la liberación de estrés |
- Control de alineación y separación del molde
-
- Despacho de molde: Establecer como “espesor del material × (8%-12%)” (p.ej., 0.16-0.24mm para discos de aluminio de 2 mm). La holgura circunferencial se detecta mediante galgas de espesores, con error ≤0,02 mm;
-
- Calibración de coaxialidad: Después de cada instalación de molde, Un instrumento de alineación láser detecta la coaxialidad del punzón y la matriz., Asegurar una desviación ≤0,01 mm para evitar la deformación del borde causada por un espacio desigual y ayudar indirectamente a prevenir este defecto de piel de naranja..

(do) Optimización del molde: Mejora de la estabilidad del conformado (Centrados en inhibir el defecto de piel de naranja)
- Diseño estructural y de superficies del molde
-
- El tratamiento de la superficie reduce los defectos inducidos por la fricción.: Para reducir este defecto de piel de naranja causado por la fricción, Las superficies del punzón y del troquel adoptan una “cromado + pulido” proceso, con un espesor de capa de cromo de 5-10 μm y rugosidad superficial Ra ≤0,2 μm (detectado mediante un probador de rugosidad de superficie). Esto reduce el coeficiente de fricción a 0.1-0.15, evitando rayones entre el material de aluminio y la superficie del molde;
-
- El diseño de filete dispersa el estrés: El radio de filete del borde de troquelado R = 1,5-3 mm (ajustado según el espesor del disco de aluminio: filetes más grandes para materiales más gruesos) para evitar rayones con bordes afilados. La parte superior perforado presenta un “arco microconvexo” diseño (Radio de curvatura 500-800 mm.) para dispersar el estrés central, eliminar este defecto de textura desde la perspectiva de la distribución de tensiones.
- Temperatura y mantenimiento del molde
-
- El sistema de control de temperatura estabiliza las propiedades del material.: Los termopares están integrados en el molde para controlar la temperatura en tiempo real.. Cuando la temperatura supera los 40 ℃, un sistema de refrigeración por agua (flujo de agua de refrigeración 5-10L/min) Se activa para controlar la temperatura del molde a 25-35 ℃., evitando el ablandamiento desigual del aluminio causado por moldes sobrecalentados y previniendo este defecto de piel de naranja;
-
- El mantenimiento regular preserva el rendimiento del molde: Después del estampado 5,000 piezas, la superficie del molde se pule con papel de lija metalográfico (800#) para quitar virutas de aluminio pegadas. El borde de troquelado se reemplaza después del estampado. 20,000 piezas para evitar el aumento de rugosidad superficial debido al desgaste y reducir el riesgo de este defecto de estampado.
(D) Actualización del sistema de lubricación: Reducir la interferencia de fricción
- Selección y aplicación de lubricantes
-
- La selección de tipo prioriza la compatibilidad: Lubricantes emulsionados a base de agua. (p.ej., parafina clorada + emulsionante, viscosidad 30-50cSt) Se prefieren por su lubricidad y facilidad de limpieza combinadas., evitando residuos de aceites minerales. Para fondos de ollas de alta precisión, a “lubricante + recubrimiento de nitruro de boro” combinación se puede utilizar para reducir aún más el coeficiente de fricción a 0.08-0.1, Minimizar este defecto de piel de naranja causado por la fricción.;
-
- El método de aplicación garantiza la uniformidad.: Un sistema de pulverización automático. (diámetro de la boquilla 0,5 mm, presión de pulverización 0.3MPa) Se utiliza para formar una capa uniforme. (espesor 5-10μm) en el disco de aluminio y las superficies del molde, logrando 100% cobertura. Esto evita una mayor fricción local debido a la falta de recubrimiento y previene este problema de textura..
- Tratamiento post-lubricación
-
- El lubricante residual se seca con aire caliente. (60-80℃) después del estampado para evitar una menor adhesión del recubrimiento posterior causada por residuos de lubricante. Para fondos de ollas que requieren anodización, limpiadores alcalinos (pH 8-9) Se utilizan para garantizar que no quede aceite en la superficie..
HW-D. Detección de defectos y verificación de calidad: Garantizar la eficacia de la prevención (Centrados en el defecto de la piel de naranja)
(A) Detección en línea: Intercepción en tiempo real del defecto de piel de naranja
- Sistema de inspección visual
-
- Una cámara industrial (2-megapíxel, frecuencia de disparo 50 cuadros/s) Se instala en la salida de la máquina estampadora., emparejado con un algoritmo de IA (precisión de reconocimiento ≥99,5%) para detectar la superficie del fondo de la olla en tiempo real. Para este defecto de piel de naranja, áreas cóncavo-convexas con Ra > 1.6Los μm se identifican mediante diferencias en escala de grises.; para bordes ondulados, olas con altura >0.1mm se identifican mediante análisis del perfil del borde;
-
- Cuando se detecta este defecto de textura, el sistema activa automáticamente una alarma y pausa el estampado para evitar defectos en el lote.
- Detección dimensional y morfológica
-
- Un perfilómetro láser (precisión ±0,001 mm) detecta el borde inferior de la maceta para registrar la altura de la ola y la separación de los bordes ondulados. Un probador de rugosidad de superficies (longitud de muestreo 2,5 mm) Mide la superficie para garantizar Ra ≤1,2 μm. (Ra ≤0,8μm para fondos de ollas de alta gama), verificando directamente el efecto preventivo de este defecto de piel de naranja;
-
- Una muestra por 100 Las piezas se someten a análisis metalográficos para comprobar la uniformidad de la deformación del grano., asegurando que no haya granos gruesos obvios o áreas concentradas de estrés y eliminando los riesgos ocultos de este defecto de estampado a nivel micro..
(B) Verificación sin conexión: Garantizar la estabilidad a largo plazo
- Prueba de adherencia: Anodización (espesor de película 10-12μm) se realiza sobre fondos de maceta estampados, seguido de una prueba transversal por GB/T 9286 (espacio de corte 1 mm). No se pela el recubrimiento después de pelar la cinta (grado de adhesión ≥4B) comprueba el control efectivo de este defecto de la piel de naranja;
- Prueba de uniformidad de calentamiento: El fondo de la olla se calienta en una cocina de inducción. (potencia 2000W) para 10 minutos, y una cámara termográfica infrarroja detecta la distribución de la temperatura de la superficie. Una diferencia de temperatura ≤5 ℃ (normalmente ≤3 ℃ para fondos de macetas con prevención calificada de bordes ondulados) asegura un calentamiento uniforme.
HW-E. Casos de aplicaciones industriales: Verificación práctica de los efectos de la prevención (Enfocados en Resolver el Defecto de Piel de Naranja)
- Línea de producción de fondo Supor Wok (Discos de aluminio de aleación 1060-O, ø280mm)
-
- Edición original: Velocidad de estampado 25 mm/s, fuerza del soporte en bruto 6kN, esta tasa de defectos de piel de naranja 8%, tasa de defectos de borde ondulado 5%;
-
- Medidas de optimización: ① Se redujo la velocidad de estampado a 18 mm/s y se aumentó la fuerza del portapiezas a 10 kN para mejorar la distribución de la tensión.; ② Se ajustó la holgura del molde de 0,25 mm a 0,2 mm y se cromó la superficie a Ra = 0,15 μm para reducir la fricción.; ③ Adoptó un sistema automático de pulverización de lubricante a base de agua para garantizar una lubricación uniforme.;
-
- Efecto: Esta tasa de defectos de textura se redujo a 0.3%, tasa de defectos de borde ondulado reducida a 0.2%, Cumplir con los requisitos de la línea de productos de alta gama..
- Línea de producción de fondos de sartén ZWILLING (Discos de aluminio de aleación 3003-O, ø240mm)
-
- Edición original: Tamaño de grano del disco de aluminio 40-50μm, temperatura del molde superior a 50 ℃, Defectos severos de la piel de naranja.;
-
- Medidas de optimización: ① Se sometieron los discos de aluminio a un recocido de homogeneización a 200 ℃ durante 1.5 horas para reducir el tamaño del grano a 20-25 μm y mejorar la uniformidad de la ductilidad; ② Se instaló un sistema de refrigeración por agua para que el molde controle la temperatura a 30 ℃., evitando el ablandamiento desigual del aluminio;
-
- Efecto: Este defecto de piel de naranja fue completamente eliminado., La rugosidad de la superficie Ra se redujo de 2,0 μm a 0,8 μm., y el grado de adhesión del recubrimiento alcanzó 5B.
HW-F. Conclusiones y tendencias futuras
La prevención de este defecto de piel de naranja en el núcleo de estampado de discos de aluminio radica en lograr la sinergia entre “uniformidad material, precisión del proceso, estabilidad del molde, y efectividad de la lubricación.” En el futuro, con la aplicación de tecnologías inteligentes, Las soluciones de prevención se mejorarán aún más.: ① Introducir sistemas de autoajuste de parámetros de IA (Optimización automática de la velocidad de estampado y la fuerza del portapiezas en función de los datos de detección en tiempo real de este problema de textura.); ② Adoptar “gemelo digital” Tecnología para simular el proceso de estampado y predecir los riesgos de este defecto específico de antemano.; ③ Desarrollar nuevos nanolubricantes (p.ej., lubricantes a base de grafeno) para reducir aún más el coeficiente de fricción, empujando la tasa de defectos de este problema de piel de naranja hacia “cero.”
En general, El control libre de defectos de este defecto de estampado requiere romper la mentalidad de “optimización de enlace único” y establecer un sistema de control de calidad de cadena completa. El control preciso en cada paso, desde la inspección del material entrante hasta las pruebas del producto terminado, garantiza que tanto la apariencia como el rendimiento de los fondos de las ollas cumplan con los estándares..