
0.5мм 1050 Алюминиевый круг: Полное руководство по изготовлению абажуров для ламп
Введение: Переосмысление стандартов производства абажуров
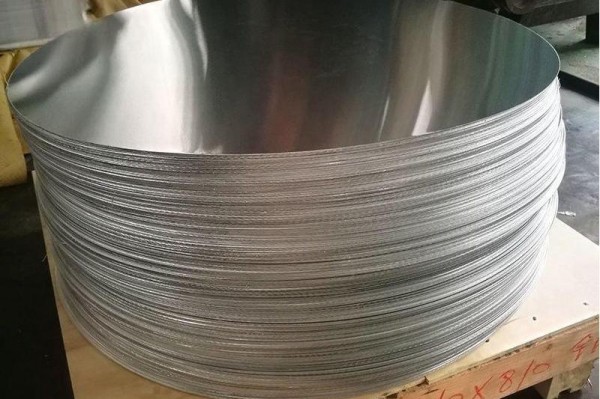
В современную эпоху освещения доминируют светодиодные технологии., Абажуры превратились из простых светорассеивающих компонентов в основные функциональные элементы которые определяют оптические характеристики, управление температурным режимом, и эстетика продукта. Выбор материала напрямую связан с успехом конечного продукта.. Толщина 0,5 мм. 1050 алюминиевый круг, с его беспрецедентным балансом формуемость, эффективность рассеивания тепла, легкие свойства, и экономическая эффективность, стал эталонным материалом, признанным мировыми производителями высококачественного освещения.. В этой статье подробно объясняется, почему это оптимальное решение для успеха вашего проекта..

1. Материаловедение – почему 1050 Алюминиевый сплав “Избранный”?
1.1 Сила чистоты: Химическая сущность 1050 Сплав
1050 принадлежит к 1000 серия чистый алюминий. Его ключевые преимущества обусловлены содержанием алюминия, превышающим 99.5%. Низкий уровень примесей (строго контролируемые элементы, такие как Fe, И) иметь в виду:
- Более высокая электрическая и теплопроводность: Тепло быстро отводится, защита светодиодного чипа.
- Превосходная способность к пластической деформации: Меньшее количество примесей между зернами снижает риск концентрации напряжений и микротрещин во время прядения и растяжения..
- Более стабильные эффекты анодирования: Однородный цвет и отделка, что приводит к более высокому выходу продукта.
1.2 Золотая толщина: Почему 0,5 мм?
Толщина 0,5 мм – это инженерное решение. “золотая середина” подтверждено обширным практическим применением:
- Баланс силы и гибкости: Обеспечивает достаточную жесткость, чтобы сохранять форму абажура, и в то же время достаточно мягок для сложной глубокой вытяжки и прядения..
- Оптимизация веса и стоимости: Сводит к минимуму расход материала и стоимость, одновременно соблюдая требования к структурной прочности для подавляющего большинства абажуров для внутренних и наружных светильников..
- Универсальность процесса: Идеально совместим со всеми основными производственными процессами., от ручного отжима до высокоскоростного, полностью автоматическая штамповка.
1.3 Связь между микроструктурой и макросвойствами
Более глубокое понимание микроструктуры материала помогает оптимизировать обработку.:
- Контроль размера зерна: Точные процессы термообработки контролируют размер зерна алюминия.. Отлично, однородные зерна обеспечивают лучшее качество поверхности и однородность формовки., особенно подходит для высококачественных абажуров, требующих глянцевого анодирования.
- Текстура и анизотропия: Ориентация кристалла (текстура) образующийся в процессе прокатки влияет на формуемость материала в разных направлениях. Понимание этого имеет решающее значение для оптимизации макета заготовки и процессов формирования сложных, неосесимметричные рисунки абажура, избегая “серьга” явление.

2. Сравнение производительности – подавляющие комплексные преимущества
| Индикатор эффективности | 0.5мм 1050 Аль Серкл | Холоднокатаная сталь (СПКК, ~0,6 мм) | 3003 Алюминий (0.5мм) | ПП/АБС-пластик | Основная ценность для производства абажуров |
|---|---|---|---|---|---|
| Формируемость | Отличный (А) Удлинение при температуре ≥30%, высокое значение Эриксена. |
Середина (Б-) Требуется промежуточный отжиг., склонен к растрескиванию, высокий пружинящий возврат. |
Очень хороший (А-) Хорошая формуемость, но немного выше стоимость. |
Зависит от плесени (С) Формование потока, свобода дизайна ограничена. |
Позволяет комплекс, обтекаемый, бесшовные конструкции, повышение премиальности и уникальности продукта. |
| Тепловыделение | Выдающийся (А+) Теплопроводность ~229 Вт/(м·К). |
Бедный (Д) Теплопроводность ~50 Вт/(м·К). |
Очень хороший (А) Теплопроводность ~190 Вт/(м·К). |
Очень Плохо (Ф) Теплопроводность <0.5 ж/(м·К). |
Обеспечивает оптимальный тепловой путь для светодиодных чипов., физическая основа для стабильной светоотдачи и продления срока службы (50,000+ часы). |
| Масса | Чрезвычайно легкий (А+) Плотность 2,7 г/см³. |
Тяжелый (Д) Плотность 7,85 г/см³. |
Свет (А) Плотность 2,73 г/см³. |
Свет (А) Плотность 0,9-1,1 г/см³. |
Значительно снижает общий вес приспособления и нагрузку на конструкцию., экономит затраты на установку/транспортировку, повышает безопасность. |
| Обработка поверхности | Широкая совместимость (А+) Анодирование, рисование, электрофорез, чистка, полировка, и т. д.. |
Средний (С) Фосфатирование, покрытие, рисование, склонен к ржавчине. |
Очень хороший (А) Похоже на: 1050, но анодированный цвет имеет тенденцию быть более серым. |
Бедный (С-) Плохая адгезия краски/покрытия., дешевое ощущение. |
Обеспечивает премиальную металлическую отделку и насыщенные цвета., удовлетворение эстетических потребностей от индустриального до роскошного стиля. |
| Экологичность & Возможность вторичной переработки | 100% Бесконечно перерабатываемый (А+) Низкий углеродный след. |
пригодный для вторичной переработки (Б) Высокая энергия для переработки. |
100% пригодный для вторичной переработки (А+) То же, что 1050. |
Плохая перерабатываемость (Д) Вниз-цикл, загрязняющий. |
Соответствует требованиям ESG, создает экологический имидж бренда, соответствует глобальным экологическим нормам. |
| Общая стоимость владения | Высокая экономическая эффективность (А) Сбалансированный материал, обработка, стоимость жизненного цикла. |
Средний (С) Низкая стоимость материала, но высокая обработка, антикоррозийный, транспортные расходы. |
Относительно высокий (Б-) Стоимость материала выше на ~10-15%.. |
Низкий (Б) Низкая стоимость материала, но дорогие формы, короткая продолжительность жизни. |
Оптимизирует общую стоимость жизненного цикла, обеспечивая при этом высочайшую производительность., обеспечение коммерческого успеха. |
3. От круга к тени – углубленный анализ основных производственных процессов
3.1 Спиннинг (Металлическое вращение): Слияние искусства и ремесла
- Принцип процесса: Круг зажимается и вращается с помощью оправки.. Ролик с ЧПУ или ручным управлением применяется непрерывно., дополнительное давление, вызывающие локальную пластическую деформацию, поточечное соответствие оправке.
- Подходящие оттенки: Осесимметричныйили почти осесимметричныйоттенки, похожие на сферы, параболоиды, трубы, многокривые комбинации. Идеально подходит для художественных люстр., высококачественные декоративные оттенки.
- Основные преимущества:
- Бесшовный, Цельное формование: Никаких сварных швов, целостная структура, гладкий внешний вид.
- Низкая стоимость оснастки: Оправки часто бывают деревянными или стальными., намного дешевле, чем штамповка. Идеально подходит для небольших объемов, смешанное производство.
- Высокое использование материала: Материал преимущественно растягивается, а не истончается., меньше отходов.
- Основные требования к материалам:
- Характер: Необходимо использовать 1050-О (Полностью отожженный)для максимальной пластичности.
- Зернистая структура: Униформа, мелкие зерна, чтобы избежать “апельсиновая цедра” эффект.
- Смазка: При формовке часто требуются специальные смазочные материалы..
3.2 Штамповка и глубокая вытяжка: Король эффективности и точности
- Принцип процесса: Использование удара, умереть, и держатель заготовки в гидравлическом/механическом прессе для протягивания плоской заготовки в полую деталь за один или несколько этапов..
- Подходящие оттенки: Большой объем, стандартизированныйтакие продукты, как банки для потолочных светильников, чашки прожектора, Троффер перегородки, отражатели правильной формы, и корпуса корпуса.
- Основные преимущества:
- Чрезвычайно высокая производительность: От десятков до сотен штук в минуту.
- Непревзойденное соответствие размеров: Подходит для автоматизированной сборки..
- Возможны сложные функции: Может образовывать монтажные отверстия, радиаторы, защелкивается за один шаг.
- Основные требования к материалам:
- n-значение (Показатель деформационного упрочнения) & r-значение (Коэффициент пластической деформации): Высокое значение n способствует равномерной деформации.; высокое значение r способствует глубокой вытяжке. 1050-О предлагает хорошее сочетание.
- Допуск по толщине: Должно быть плотно (например, ±0,02 мм) чтобы предотвратить образование складок или разрывов.
- Качество поверхности: Высококачественная поверхность для предотвращения увеличения дефектов во время волочения..
3.3 Гибридные и продвинутые процессы
- Штамповка + Спиннинг: Основная форма, полученная штамповкой., сложные детали, обработанные вращением, баланс эффективности и возможностей 造型.
- Гидроформинг: Для больших плафонов или плафонов неправильной формы со сложным поперечным сечением..
- Суперпластическая формовка: Для чрезвычайно сложных компонентов освещения аэрокосмического класса., очень высокая стоимость.
4. Приобретение & Контроль качества – контрольный список технического эксперта
Чтобы обеспечить успешное массовое производство, подтвердите следующие детали у вашего поставщика:
4.1 Ключевые параметры материала & Сертификация
- Сплав & Характер: Должно быть указано как 1050-О (RU AW-1050A, Мягкий). Запросите сертификаты испытаний мельницы, соответствующие ГБ/Т 3880, АСТМ Б209.
- Механические свойства:
- Предел прочности (Рм): 65-105 МПа
- Предел текучести (0,2 рупии): ≤ 45 МПа
- Удлинение (А50 мм): ≥ 30%
- Ключевые показатели формуемости:
- Значение чашки Эриксена (ИЕ): Требуется ≥ 9,0 мм. Прямой индикатор способности к растягиванию.
- Ограничение коэффициента вытяжки (ЛДР): Запросите проверенный LDR материала, который определяет максимальную глубину для одного розыгрыша.
- Толщина & Толерантность: Ориентируйтесь не только на среднюю толщину, но и на внутрилистовой вариант, решающее значение для равномерности вращения.
4.2 Поверхность, Размерный & Внутреннее качество
- Класс качества поверхности: Указать “Степень абажура лампы”, “Высококачественная подложка для анодирования”. Откажитесь от таких стандартов, как “Архитектурный класс” допускающие дефекты поверхности.
- Краевое состояние: Должно быть прецизионная стрижка, без заусенцев. Можно запросить “очищенный от заусенцев”. Высота заусенца должна быть <0.05мм.
- Плоскостность: Круги должны лежать ровно, не деформируясь.. Могу указать “волнистость” или “плоскостность” <2мм на метр.
- Внутренние дефекты: Поставщики премиум-класса должны использовать ультразвуковой контроль, чтобы убедиться в отсутствии внутренних включений/расслоений..
4.3 Контрольный список углубленной оценки поставщика
- Отраслевой фокус: Является “Абажуры для ламп, посуда, и другие отрасли глубокой вытяжки” основной рынок? Тематические исследования?
- Технологическое оборудование:
- Колпаковые печи для отжига? (Обеспечивает однородность свойств).
- Режущее оборудование: Стандартный сдвиг или Высокоточные ротационные ножницы с ЧПУ? (Обеспечивает качество размеров и кромок.).
- Возможности испытательной лаборатории:
- Химический анализ: Оптический эмиссионный спектрометр.
- Механические свойства: Универсальная испытательная машина, Машина для испытания на чашку.
- Размерный & Топография: Лазерный толщиномер, Поверхностная пластина, Профилометр.
- Техническая поддержка & Услуга:
- Могут ли они предоставить ДФМ (Дизайн для технологичности) обратная связьпо вашим рисункам?
- Есть ли у них инженеры для Анализ отказов (например, анализ поверхности излома) если возникнут проблемы с формированием?
5. Карта вариантов применения & Рекомендации по проектированию
- Коммерческое освещение (Отели, Торговые центры, Офисы):
- Продукты: Встраиваемые светильники, отслеживать места, линейные светильники, панельные светильники.
- Материальные потребности: Высокое качество поверхности (зеркало/матовое анодирование), жесткий размерный допуск, хорошая конструкция радиатора.
- Фокус дизайна: Точная формовка компонентов оптического управления (отражатели, жалюзи).
- Промышленное освещение (Заводы, Склады, Стадионы):
- Продукты: Высотные светильники, промышленные светильники, прожекторы.
- Материальные потребности: Отличный отвод тепла (часто с внешними плавниками), превосходная коррозионная стойкость (может потребоваться прочное покрытие), прочная конструкция.
- Фокус дизайна: Формирование оптимизированных каналов конвекции воздуха путем прядения/вытягивания.
- Наружное освещение (Дороги, Парки, Фасады):
- Продукты: Уличные фонари, столбы, шайбы для стен, настенные светильники.
- Материальные потребности: Отличная атмосферостойкость, высокая толщина анодирования (АА15+), ветроустойчивая конструкция.
- Фокус дизайна: Комплексное формирование гидроизоляционных свойств (закругленные края, канавки под прокладку).
- Декоративный & Креативное освещение (Жилой, Выставочные залы, Искусство):
- Продукты: Дизайнерские люстры, художественные настольные лампы, скульптурные светильники.
- Материальные потребности: Максимальная пластичность для сложных кривых, разнообразная обработка поверхности (цветное анодирование, травление текстуры).
- Фокус дизайна: Материал как часть художественного выражения,追求 уникальная визуальная/тактильная привлекательность.
6. Будущие тенденции & Инновации
- тоньше & Сильнее: Поскольку светодиоды становятся более эффективными и меньшими по размеру, увеличивается спрос на 0.3мм-0.4ммУльтратонкие круги с лучшими характеристиками глубокой вытяжки, требующий более чистого сырья и более точной термической обработки.
- Функциональная интеграция: Абажуры превращаются в интегрированные “структура-радиатор-оптика” компоненты. Материалы должны адаптироваться к комбинированным процессам, таким как внутреннее покрытие с высокой отражающей способностью и декоративная внешняя отделка..
- Устойчивое развитие: Растущий спрос на 1050 круги, сделанные из переработанного постпотребительского материала (ПЦР) алюминий. Клиенты учитывают выбросы углекислого газа наряду с производительностью.
- Цифровизация & Умное производство: Использование больших данных о характеристиках материалов для прогнозирования оптимальных параметров формования для различных партий, достижение “правильно, в первый раз” производство.

7. Часто задаваемые вопросы (Часто задаваемые вопросы)
1 квартал: Мы разработали абажур с очень высоким коэффициентом вытяжки.. Можно ли нарисовать 1050-O толщиной 0,5 мм за один шаг??
А:Это зависит от конкретного соотношения. Обычно, 1050-O имеет предельный коэффициент вытяжки (ЛДР) ~1,8. Превышение этого значения требует многоэтапное волочение с межстадийным отжигом. Сотрудничайте с вашим поставщиком при моделировании во время проектирования пресс-формы.. Для крайних случаев, рассмотрите такие варианты, как 1050Аили 1070 с немного лучшей формуемостью.
2 квартал: Пятна или неровный цвет после анодирования — всегда ли виноват анодировщик??
А: Не обязательно. Материальные проблемы являются основной причиной:
- Химическая сегрегация: В частности, концентрация Si/Fe на границах зерен вызывает локальные изменения толщины/структуры оксида..
- Непоследовательная зернистая структура: Различные скорости окисления в грубой и. мелкозернистые участки.
- Остаточное прокатное масло: Если круги не тщательно очищены поставщиком.
Решение: Запросить материал с достаточной гомогенизацией, строгая очистка поверхности от поставщика, и выполните собственное щелочное обезжиривание и кислотное травление перед анодированием..
Q3: Во время отжима, край абажура затвердевает и покрывается микротрещинами. Что делать?
А:Это “нагартование.” Хотя 1050 мягкий, сильная холодная деформация при формовании значительно повышает твердость и снижает пластичность на ободе.
Решения:
- Процесс: Контроль деформации за проход, использовать многопроходное прядение.
- Оснастка: Оптимизируйте траекторию и радиус роликов, чтобы снизить концентрацию напряжений..
- Материал: Подтвердите у поставщика, что материал O-отпуска полностью рекристаллизован с минимальным остаточным напряжением..
Q4: Как сбалансировать затраты и выбрать наиболее экономически эффективное решение?
А:Следуйте этому пути принятия решения:
- Объем: Малый объем/высокий микс → Отдайте приоритет спиннингу (низкая стоимость оснастки). Большой объем → Расставьте приоритеты в штамповке (низкая стоимость каждой детали).
- Сложность дизайна: Сложные кривые → Спиннинг. Правильные формы → Штамповка.
- Требования к поверхности: Стандартная покраска → Стандарт 1050-О. Глянцевое/цветное анодирование → Необходимо использовать высокое качество, высококачественный 1050-О. Немного более высокая стоимость единицы продукции предотвращает потери лома., что приводит к снижению общей стоимости.
Заключение: Больше, чем материал, Успешный партнер
Выбор 0,5 мм 1050 алюминиевые круги – это больше, чем просто выбор необработанного металла. Вы выбираете:
- А проверенный, надежное решение это значительно снижает ваш R&Риск D и уровень производственных неудач.
- А мощный инструмент дифференциации продукта, позволяя идеально реализовать ваше дизайнерское видение.
- Ан союзник в повышении долгосрочной конкурентоспособности продукции, повышение эффективности тепловых характеристик, продолжительность жизни, и эстетика.
В светотехнической отрасли, где свет, красота, технология, и искусство сходятся, пусть профессиональные материалы станут вашей прочной основой.
Мы не просто поставщик алюминиевых кругов, но ваш партнер по производственному процессу. Отправьте дизайн или образец абажура для целевого отчета о выборе материала., технико-экономическое обоснование, и бесплатные тестовые материалы.