製造中にアルミ鍋が割れる理由: 5 一般的なアルミニウム ディスクの品質問題
調理器具製造業界では, などのほとんどの製品 アルミ鍋, フライパン, 鍋, そして圧力鍋 を使用して生産されます アルミディスク (アルミサークル) 深絞り加工による, スタンピング, または紡績プロセス.
しかし, 多くのメーカーは製造中に共通の問題に遭遇します: 成形時や深絞り時にポット本体に発生するクラック. 重症の場合, 製品全体が使用できなくなる, 大幅な材料の無駄と生産の遅れにつながる.
多くの工場は当初、問題の原因は次のとおりであると想定しています。 金型設計または機械設定, しかし実際には, より多い 70% 調理器具のひび割れ問題の多くは、アルミニウムディスク素材自体の品質に起因しています。.
この記事は分析します 調理器具の製造中にひび割れを引き起こす 5 つの一般的なアルミニウム ディスクの品質問題, 製造業者が生産効率に影響を与える前に潜在的なリスクを特定できるように支援します。.

1. アルミニウムディスクの伸び不足
深絞り加工において, 伸びはアルミニウム材料の最も重要な機械的特性の 1 つです.
アルミディスクの伸び率が低すぎる場合, 材料は深絞りまたはスタンピング中の変形応力に耐えることができません. これは多くの場合、:
- 鉢の底に亀裂が入っている
- エッジ分割
- 成形時の破れ
調理器具製造用, アルミニウムディスクには通常、次のものが必要です 以上の伸び率 30% スムーズな成形を確保するために.
一般的な調理器具アルミニウム合金の一般的な伸び
| 合金 | 気性 | 一般的な伸び | 代表的な用途 |
|---|---|---|---|
| 1050 | ○ | 35% – 40% | 深絞り調理器具 |
| 1060 | ○ | 35% – 42% | 圧力鍋, ストックポット |
| 1100 | ○ | 30% – 38% | 一般的な調理器具 |
| 3003 | ○ | 28% – 35% | 厚い調理器具 |
伸びが落ちてしまうと 下に 30%, 深絞り加工中に亀裂が発生するリスクが大幅に増加します.
2. オレンジの皮の表面欠陥
の オレンジピール効果 アルミニウム加工でよく見られる表面欠陥です. ラフのことを指します, オレンジの皮に似た凹凸のある表面の質感.
この欠陥のあるアルミニウムディスクを深絞り加工すると、, 問題がより顕著になり、原因となる可能性があります:
- 凹凸のある表面外観
- 鏡面研磨の難しさ
- 陽極酸化の品質が悪い
- 製品の美しさの低下
オレンジの皮の欠陥の主な原因
- 粒子組織が大きすぎる
- 不適切なアニーリングプロセス
- アルミニウム板製造時の不安定な圧延工程
高品質の調理器具のアルミニウムディスクは通常、 細かく均一な粒子構造, 深絞り加工後でも滑らかな表面を確保.
3. アルミニウムディスクの厚さが不均一
見落とされがちなもう 1 つの要因は、 厚さの許容差.
アルミディスクの厚みがばらついている場合, スタンピングまたは深絞り中に材料が不均一に変形する. この結果、:
- 薄い部分は割れやすい
- 変形に強い厚い領域
- 成形中の材料の流れが不規則
結局のところ, 調理器具が進化するかもしれない:
- 局所的な亀裂
- 変形
- 不均一な肉厚
一般的な厚さ公差規格
| 厚さの範囲 | 推奨公差 |
|---|---|
| 0.8–1.2mm | ±0.03mm |
| 1.2–2.0mm | ±0.05mm |
| 2.0–3.0mm | ±0.06mm |
プレミアム アルミニウム ディスクは通常、次の方法で製造されます。 連続圧延ラインと自動厚み制御システム 一貫性を確保するために.
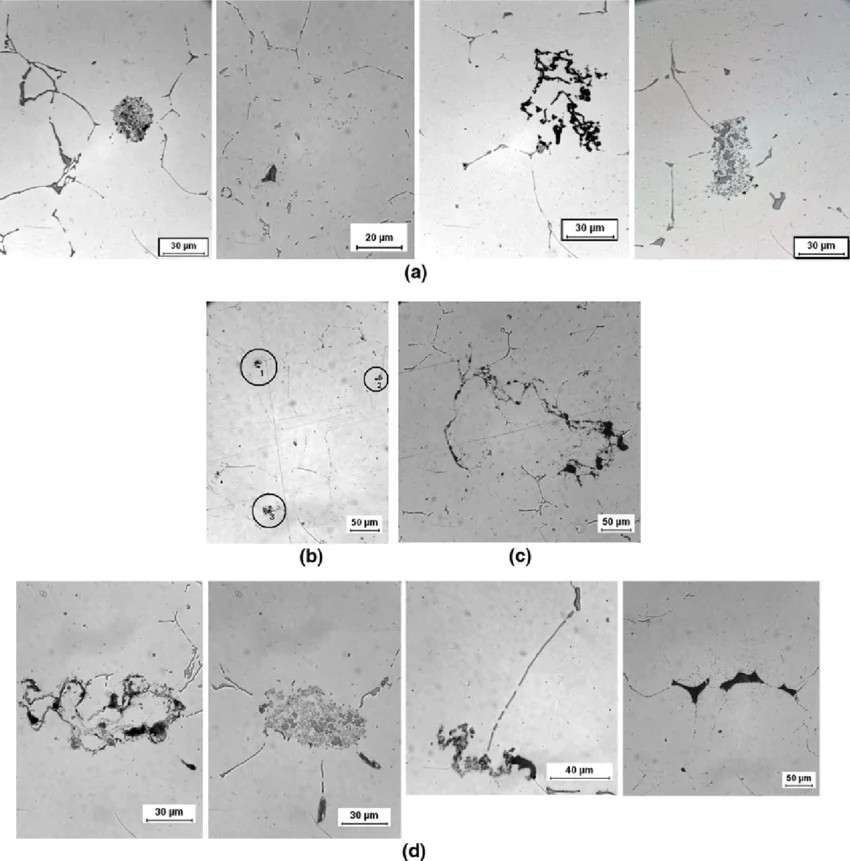
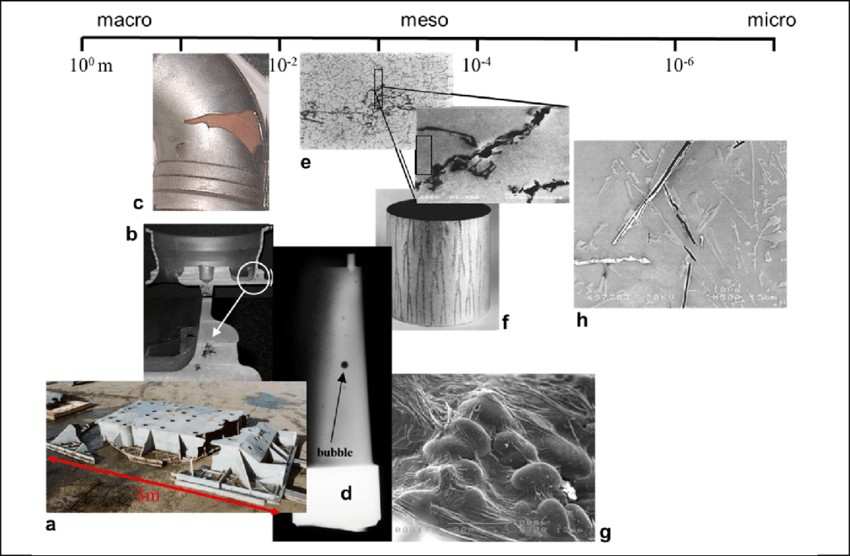
4. 過剰な内部不純物
アルミニウムの精錬プロセスが厳密に管理されていない場合, 材料には次のような内部欠陥が含まれている可能性があります。:
- 酸化物介在物
- 非金属介在物
- ガス気孔率
これらの欠陥は金属組織学的分析ではっきりと確認できます。.
深絞り加工時, このような不純物は多くの場合、 応力集中点, につながる可能性があります:
- 局所的な引き裂き
- 調理器具本体のひび割れ
- 成形不良
高品質のアルミニウムの生産には通常、次のものが含まれます。:
- 溶融脱気処理
- セラミック濾過
- インライン品質検査システム
これらの技術により、材料の内部欠陥が大幅に減少します.
5. アルミニウムディスクのエッジにひどいバリ

多くの調理器具メーカーはこれを見落としています。 アルミニウムディスクのエッジ品質.
ブランキング工程でディスクに大きなバリが発生した場合, 成形中に次のような問題が発生する可能性があります。:
- エッジからのクラック伝播
- 金型の摩耗の増加
- 加工時の表面キズ
高品質のアルミニウムディスクは通常、:
- 精密ブランキング
- 自動エッジトリミング
- バリ取り工程
エッジは次のようになります。 スムーズ, クリーン, 亀裂やバリがないこと.
高品質調理器具アルミニウムディスクの主要な技術基準
調理器具製造中のひび割れの問題を最小限に抑えるため, メーカーは、次の技術パラメータに基づいてアルミニウム ディスクを評価する必要があります。:
| パラメータ | 推奨規格 |
|---|---|
| 合金 | 1050 / 1060 / 1100 / 3003 |
| 気性 | ○ (焼き鈍し) |
| 伸長 | ≥30% |
| 表面品質 | オレンジの皮に欠陥がないこと |
| 厚さの許容差 | ±0.03 – 0.06 mm |
| 粒子構造 | 細かくて均一 |
これらの基準を満たすことで、 深絞り性能の向上と生産効率の向上.
結論
アルミニウム調理器具が製造中にひび割れた場合, 問題はしばしば 金型や機械ではなく、原材料の品質に関係する.
アルミニウム ディスクに関する最も一般的な 5 つの問題は次のとおりです。:
- 伸び不足
- オレンジの皮の表面欠陥
- 不均一な厚さ
- 過剰な内部不純物
- ひどいエッジのバリ
調理器具メーカー向け, 選択する 高伸度, 均一な厚さ, 欠陥のないアルミニウムディスク 生産歩留まりを向上させるために不可欠です, スクラップ率を減らす, 一貫した製品品質を確保します.
長期的には, 高品質の原材料は製品の性能を向上させるだけでなく、全体的な製造コストを大幅に削減します.
あなたが望むなら, 私もお手伝いできます この記事を上位の Google SEO バージョンにアップグレードします, 含む:
- SEOタイトル
- メタディスクリプション
- 最適化された URL
- FAQスキーマ (Google リッチリザルトの場合)
- 内部リンク構造
- 拡張された 3000 ~ 4000 ワードの長編バージョン
このような構造は、 「調理器具用アルミニウムディスク」や「アルミニウム円深絞り」などのキーワードで Google でランク付けされやすくなります。