
0.5mm 1050 Lingkaran Aluminium: Panduan Utama untuk Pembuatan Kap Lampu
Perkenalan: Mendefinisikan Ulang Standar Pembuatan Kap Lampu
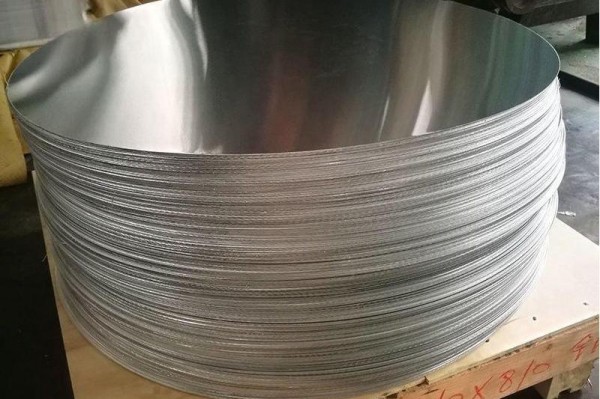
Di era pencahayaan modern didominasi oleh teknologi LED, kap lampu telah berevolusi dari komponen penyebar cahaya sederhana menjadi elemen fungsional intiyang menentukan kinerja optik, manajemen termal, dan estetika produk. Pemilihan material berhubungan langsung dengan keberhasilan produk akhir. Tebal 0,5mm 1050 lingkaran aluminium, dengan keseimbangan yang tak tertandingi sifat mampu bentuk, efisiensi pembuangan panas, sifat ringan, dan efektivitas biaya, telah menjadi bahan acuan yang diakui oleh produsen lampu kelas atas global. Artikel ini menggali lebih dalam mengapa ini merupakan solusi optimal untuk kesuksesan proyek Anda.

1. Ilmu Material – Mengapa demikian 1050 Paduan Aluminium itu “Yang Terpilih”?
1.1 Kekuatan Kemurnian: Esensi Kimia dari 1050 Paduan
1050 milik 1000 seri aluminium murni. Keunggulan utamanya berasal dari kandungan aluminium yang melebihinya 99.5%. Tingkat pengotor rendah (elemen yang dikontrol secara ketat seperti Fe, Dan) berarti:
- Konduktivitas Listrik dan Termal Lebih Tinggi: Panas dengan cepat dihilangkan, melindungi chip LED.
- Kemampuan Deformasi Plastik Unggul: Lebih sedikit kotoran di antara butiran mengurangi risiko konsentrasi tegangan dan retakan mikro selama pemintalan dan peregangan.
- Efek Anodisasi Lebih Stabil: Warna dan hasil akhir seragam, sehingga menghasilkan hasil produk yang lebih tinggi.
1.2 Ketebalan Emas: Mengapa 0,5 mm?
Ketebalan 0,5 mm adalah sebuah rekayasa “titik manis” divalidasi oleh aplikasi praktis yang luas:
- Keseimbangan Kekuatan dan Fleksibilitas: Memberikan kekakuan yang cukup untuk mempertahankan bentuk kap lampu sekaligus cukup lembut untuk penarikan dan pemintalan dalam yang rumit.
- Optimalisasi Berat dan Biaya: Meminimalkan konsumsi bahan dan biaya sekaligus memenuhi persyaratan kekuatan struktural untuk sebagian besar kap lampu dalam dan luar ruangan.
- Fleksibilitas Proses: Sangat kompatibel dengan semua proses produksi utama, dari putaran manual hingga kecepatan tinggi, stempel otomatis penuh.
1.3 Kaitan Antara Struktur Mikro dan Properti Makro
Pemahaman yang lebih mendalam tentang struktur mikro material membantu mengoptimalkan pemrosesan:
- Kontrol Ukuran Butir: Proses perlakuan panas yang tepat mengontrol ukuran butiran aluminium. Bagus, butiran yang seragam memberikan permukaan akhir yang lebih baik dan membentuk keseragaman, sangat cocok untuk kap lampu kelas atas yang memerlukan anodisasi kilap tinggi.
- Tekstur dan Anisotropi: Orientasi kristal (tekstur) terbentuk selama proses penggulungan mempengaruhi sifat mampu bentuk material dalam arah yang berbeda. Memahami hal ini sangat penting untuk mengoptimalkan tata letak kosong dan proses pembentukan yang kompleks, gambar kap lampu non-aksisimetris, menghindari “subang” gejala.

2. Perbandingan Kinerja – Keunggulan Komprehensif yang Luar Biasa
| Indikator Kinerja | 0.5mm 1050 Lingkaran Al | Baja Canai Dingin (SPCC, ~0,6mm) | 3003 Aluminium (0.5mm) | Plastik PP/ABS | Nilai Inti untuk Pembuatan Kap Lampu |
|---|---|---|---|---|---|
| Sifat mampu bentuk | Bagus sekali (A) Perpanjangan suhu-O ≥30%, nilai Erichsen yang tinggi. |
Sedang (B-) Membutuhkan anil menengah, rawan retak, pegas kembali tinggi. |
Sangat bagus (A-) Sifat mampu bentuk yang baik, tetapi biayanya sedikit lebih tinggi. |
Tergantung Cetakan (C) Cetakan aliran, kebebasan desain terbatas. |
Memungkinkan kompleks, efisien, desain yang mulus, meningkatkan premium dan keunikan produk. |
| Pembuangan Panas | Luar biasa (SEBUAH+) Konduktivitas termal ~229 W/(m·K). |
Miskin (D) Konduktivitas termal ~50 W/(m·K). |
Sangat bagus (A) Konduktivitas termal ~190 W/(m·K). |
Sangat Buruk (F) Konduktivitas termal <0.5 Dengan/(m·K). |
Menyediakan jalur panas optimal untuk chip LED, fondasi fisik untuk kemanjuran cahaya yang stabil dan umur yang lebih panjang (50,000+ jam). |
| Berat | Sangat Ringan (SEBUAH+) Kepadatan 2,7g/cm³. |
Berat (D) Kepadatan 7,85g/cm³. |
Lampu (A) Massa jenis 2,73g/cm³. |
Lampu (A) Kepadatan 0,9-1,1g/cm³. |
Secara signifikan mengurangi keseluruhan berat perlengkapan dan beban struktural, menghemat biaya pemasangan/transportasi, meningkatkan keamanan. |
| Perawatan Permukaan | Kompatibilitas Luas (SEBUAH+) Anodisasi, lukisan, elektroforesis, penyikatan, pemolesan, dll.. |
Rata-rata (C) Fosfat, pelapisan, lukisan, rentan terhadap karat. |
Sangat bagus (A) Mirip dengan 1050, namun warna anodized cenderung lebih abu-abu. |
Miskin (C-) Daya rekat cat/pelapisan buruk, nuansa murah. |
Mencapai hasil akhir metalik premium dan warna yang kaya, memenuhi kebutuhan estetika dari gaya industrial hingga gaya mewah. |
| Ramah Lingkungan & Daur ulang | 100% Dapat Didaur Ulang Tanpa Batas (SEBUAH+) Jejak karbon rendah. |
Dapat didaur ulang (B) Energi tinggi untuk daur ulang. |
100% Dapat didaur ulang (SEBUAH+) Sama seperti 1050. |
Kemampuan Daur Ulang yang Buruk (D) Bersepeda ke bawah, mencemari. |
Memenuhi persyaratan LST, membangun citra merek ramah lingkungan, selaras dengan peraturan lingkungan hidup global. |
| Total Biaya Kepemilikan | Efektivitas Biaya Tinggi (A) Bahan seimbang, pengolahan, biaya siklus hidup. |
Rata-rata (C) Biaya bahan rendah, tapi pengolahannya tinggi, anti korosi, biaya transportasi. |
Relatif Tinggi (B-) Biaya bahan ~10-15% lebih tinggi. |
Rendah (B) Biaya bahan rendah, tapi cetakan mahal, umur pendek. |
Mengoptimalkan total biaya siklus hidup sekaligus memastikan kinerja tingkat atas, memungkinkan keberhasilan komersial. |
3. Dari Lingkaran ke Bayangan – Analisis Mendalam Proses Manufaktur Inti
3.1 Pemintalan (Pemintalan Logam): Perpaduan Seni dan Kerajinan
- Prinsip Proses: Lingkaran dijepit dan diputar dengan mandrel. Roller CNC atau yang dikontrol secara manual diterapkan terus menerus, tekanan tambahan, menyebabkan deformasi plastis lokal, titik demi titik sesuai dengan mandrel.
- Nuansa yang Cocok: aksisimetris atau hampir axi-simetrisbernuansa seperti bola, paraboloid, terompet, kombinasi multi-melengkung. Ideal untuk lampu gantung artistik, nuansa dekoratif kelas atas.
- Keuntungan Inti:
- Mulus, Pembentukan Satu Bagian: Tidak ada lasan, struktur integral, penampilan halus.
- Biaya Perkakas Rendah: Mandrel sering kali terbuat dari kayu atau baja, jauh lebih murah daripada stempel mati. Ideal untuk volume rendah, produksi campuran tinggi.
- Pemanfaatan Material Tinggi: Bahannya sebagian besar meregang, bukan menipis, lebih sedikit limbah.
- Persyaratan Bahan Utama:
- Melunakkan: Harus digunakan 1050-HAI (Anil Sepenuhnya)untuk keuletan maksimum.
- Struktur Butir: Seragam, butiran halus yang harus dihindari “kulit jeruk” memengaruhi.
- Pelumasan: Pelumas khusus seringkali dibutuhkan selama pembentukan.
3.2 Stamping dan Gambar Dalam: Raja Efisiensi dan Presisi
- Prinsip Proses: Menggunakan pukulan, mati, dan dudukan blanko dalam mesin press hidrolik/mekanis untuk menggambar blanko datar menjadi bagian berongga dalam satu atau beberapa langkah.
- Nuansa yang Cocok: Volume tinggi, terstandarisasiproduk seperti kaleng downlight, cangkir sorotan, penyekat troffer, reflektor berbentuk biasa, dan cangkang perumahan.
- Keuntungan Inti:
- Tingkat Produksi Yang Sangat Tinggi: Puluhan hingga ratusan keping per menit.
- Konsistensi Dimensi Tak Tertandingi: Cocok untuk perakitan otomatis.
- Fitur Kompleks Mungkin: Dapat membentuk lubang pemasangan, heat sink, snap-fit dalam satu langkah.
- Persyaratan Bahan Utama:
- nilai-n (Eksponen Pengerasan Regangan) & nilai-r (Rasio Regangan Plastik): Nilai n yang tinggi mendorong deformasi yang seragam; nilai r yang tinggi mendukung gambar yang dalam. 1050-O menawarkan kombinasi yang bagus.
- Toleransi Ketebalan: Harus ketat (misalnya, ±0,02mm) untuk mencegah kerutan atau robekan.
- Kualitas Permukaan: Permukaan bermutu tinggi untuk mencegah amplifikasi cacat selama menggambar.
3.3 Proses Hibrid dan Lanjutan
- menginjak + Pemintalan: Bentuk dasar dibentuk dengan cara dicap, fitur kompleks diselesaikan dengan pemintalan, menyeimbangkan efisiensi dan kemampuan.
- Hidroformasi: Untuk corak besar atau bentuknya tidak beraturan dengan penampang melintang yang rumit.
- Pembentukan Superplastik: Untuk komponen pencahayaan tingkat ruang angkasa yang sangat kompleks, biaya yang sangat tinggi.
4. Pengadaan & Pengendalian Mutu – Daftar Periksa Pakar Teknis
Untuk memastikan keberhasilan produksi massal, konfirmasikan detail berikut dengan pemasok Anda:
4.1 Parameter Bahan Utama & Sertifikasi
- Paduan & Melunakkan: Harus ditentukan sebagai 1050-HAI (EN AW-1050A, Lembut). Minta Sertifikat Uji Pabrik yang sesuai dengan GB/T 3880, ASTM B209.
- Sifat Mekanik:
- Kekuatan Tarik (Rm): 65-105 MPa
- Kekuatan Hasil (Rp0,2): ≤ 45 MPa
- Pemanjangan (A50mm): ≥ 30%
- Indikator Kemampuan Bentuk Utama:
- Nilai Bekam Erichsen (YAITU): Membutuhkan ≥ 9.0mm. Indikator langsung kemampuan mampu bentuk regangan.
- Membatasi Rasio Gambar (LDR): Tanyakan tentang LDR materi yang diuji, yang menentukan kedalaman maksimum untuk satu kali undian.
- Ketebalan & Toleransi: Fokus tidak hanya pada ketebalan rata-rata tetapi juga pada variasi dalam lembar, penting untuk keseragaman pemintalan.
4.2 Permukaan, Dimensi & Kualitas Internal
- Kelas Kualitas Permukaan: Menentukan “Kelas Kap Lampu”, “Substrat Anodisasi Berkualitas Tinggi”. Tolak standar seperti “Kelas Arsitektur” yang memungkinkan cacat permukaan.
- Kondisi Tepi: Harus dicukur presisi, bebas duri. Bisa meminta “debur”. Tinggi duri seharusnya <0.05mm.
- Kebosanan: Lingkaran harus rata tanpa melengkung. Dapat menentukan “kegelisahan” atau “kebosanan” <2mm per meter.
- Cacat Internal: Pemasok premium harus menggunakan pengujian ultrasonik untuk memastikan tidak ada inklusi/delaminasi internal.
4.3 Daftar Periksa Evaluasi Pemasok Mendalam
- Fokus Industri: Adalah “kap lampu, peralatan masak, dan industri-industri menarik lainnya” pasar inti? Studi kasus?
- Peralatan Proses:
- Tungku Annealing Lonceng? (Memastikan sifat seragam).
- Peralatan menggorok: Geser standar atau Geser Putar CNC Presisi Tinggi? (Memastikan kualitas dimensi/tepi).
- Kemampuan Lab Pengujian:
- Analisis Kimia: Spektrometer Emisi Optik.
- Sifat Mekanik: Mesin Uji Universal, Mesin Uji Bekam.
- Dimensi & Topografi: Pengukur Ketebalan Laser, Pelat Permukaan, Profilometer.
- Dukungan Teknis & Melayani:
- Bisakah mereka menyediakan DFM (Desain untuk Kemampuan Manufaktur) masukanpada gambar Anda?
- Apakah mereka memiliki insinyur untuk Analisis Kegagalan (misalnya, analisis permukaan patahan) jika masalah pembentukan muncul?
5. Peta Kasus Aplikasi & Pertimbangan Desain
- Pencahayaan Komersial (Hotel, Mal, Kantor):
- Produk: Lampu downlight tersembunyi, tempat lintasan, lampu linier, lampu panel.
- Kebutuhan Materi: Kualitas permukaan tinggi (cermin / anodisasi yang disikat), toleransi dimensi yang ketat, kemampuan desain heat sink yang baik.
- Fokus Desain: Pembentukan komponen kontrol optik yang tepat (reflektor, jalur hiasan pd jendela).
- Penerangan Industri (Pabrik, Gudang, Stadion):
- Produk: Lampu teluk tinggi, lampu industri, lampu sorot.
- Kebutuhan Materi: Pembuangan panas yang sangat baik (seringkali dengan sirip luar), ketahanan korosi yang unggul (mungkin memerlukan lapisan tugas berat), struktur yang kokoh.
- Fokus Desain: Membentuk saluran konveksi udara yang dioptimalkan melalui pemintalan/penarikan.
- Pencahayaan Luar Ruangan (Jalan, Taman, Fasad):
- Produk: Lampu jalan, tiang penopang, pencuci dinding, lampu dinding.
- Kebutuhan Materi: Daya tahan cuaca yang sangat baik, ketebalan anodisasi tinggi (AA15+), struktur tahan angin.
- Fokus Desain: Pembentukan integral fitur kedap air (tepi yang digulung, alur paking).
- Dekoratif & Pencahayaan Kreatif (Perumahan, Ruang pamer, Seni):
- Produk: Lampu gantung desainer, lampu meja artistik, lampu pahatan.
- Kebutuhan Materi: Sifat mampu bentuk terbaik untuk kurva yang kompleks, permukaan akhir yang beragam (anodisasi warna, etsa tekstur).
- Fokus Desain: Materi sebagai bagian dari ekspresi seni,追求 daya tarik visual/sentuhan yang unik.
6. Tren Masa Depan & Inovasi
- Lebih tipis & Lebih kuat: Saat LED menjadi lebih efisien dan lebih kecil, permintaan meningkat untuk 0.3mm-0.4mmlingkaran ultra-tipis dengan kinerja deep-draw yang lebih baik, membutuhkan stok yang lebih murni dan perlakuan panas yang lebih tepat.
- Integrasi Fungsional: Kap lampu berkembang menjadi terintegrasi “struktur-heat sink-optik” komponen. Bahan harus beradaptasi dengan proses gabungan seperti lapisan dalam dengan reflektifitas tinggi dan finishing luar dekoratif.
- Didorong oleh Keberlanjutan: Permintaan yang meningkat untuk 1050 lingkaran terbuat dari Daur Ulang Pasca Konsumen (PCR) aluminium. Pelanggan mempertimbangkan jejak karbon di samping kinerja.
- Digitalisasi & Manufaktur Cerdas: Menggunakan data besar kinerja material untuk memprediksi parameter pembentukan optimal untuk batch yang berbeda, mencapai “benar untuk pertama kalinya” produksi.

7. Pertanyaan yang Sering Diajukan (Pertanyaan Umum)
Q1: Kami merancang kap lampu dengan rasio gambar yang sangat tinggi. Bisakah 0,5 mm 1050-O digambar dalam satu langkah?
A:Itu tergantung pada rasio spesifik. Khas, 1050-O memiliki Rasio Gambar Pembatas (LDR) dari ~1,8. Melebihi hal ini memerlukan gambar multi-langkah dengan anil antar tahap. Berkolaborasi dengan pemasok Anda dalam simulasi selama desain cetakan. Untuk kasus ekstrim, pertimbangkan varian seperti 1050A atau 1070dengan sifat mampu bentuk yang sedikit lebih baik.
Q2: Bercak atau warna tidak rata setelah anodisasi—apakah selalu kesalahan anodizer??
A:Belum tentu. Masalah materi menjadi penyebab utama:
- Pemisahan Kimia: Terutama konsentrasi Si/Fe pada batas butir menyebabkan variasi lokal dalam ketebalan/struktur oksida.
- Struktur Butir Tidak Konsisten: Laju oksidasi yang berbeda pada kasar vs. daerah berbutir halus.
- Sisa Minyak Bergulir: Jika lingkaran tidak dibersihkan secara menyeluruh oleh pemasok.
Larutan: Minta bahan dengan homogenisasi yang cukup, pembersihan permukaan yang ketat dari pemasok, dan lakukan degreasing basa dan pengawetan asam sendiri sebelum melakukan anodisasi.
Q3: Selama berputar, tepi naungan mengeras dan menimbulkan retakan mikro. Apa yang harus dilakukan?
A: Ini adalah “pengerasan kerja.” Meskipun 1050 lembut, deformasi dingin yang parah selama pemintalan secara signifikan meningkatkan kekerasan dan mengurangi keuletan pada pelek.
Solusi:
- Proses: Kontrol deformasi per lintasan, menggunakan pemintalan multi-pass.
- perkakas: Optimalkan jalur dan radius roller untuk mengurangi konsentrasi tegangan.
- Bahan: Konfirmasikan dengan pemasok bahwa material O-temper telah direkristalisasi sepenuhnya dengan tegangan sisa yang minimal.
Q4: Bagaimana menyeimbangkan biaya dan memilih solusi yang paling hemat biaya?
A:Ikuti jalur keputusan ini:
- Volume: Volume rendah/campuran tinggi → Prioritaskan Pemintalan (biaya perkakas yang rendah). Volume tinggi → Prioritaskan Stamping (biaya per bagian yang rendah).
- Kompleksitas Desain: Kurva kompleks → Pemintalan. Bentuk biasa → menginjak.
- Persyaratan Permukaan: Pengecatan standar → Standar 1050-O. Anodisasi mengkilap/warna → Harus digunakan berkualitas tinggi, permukaan bermutu tinggi1050-O. Biaya unit yang sedikit lebih tinggi mencegah hilangnya sisa, sehingga total biaya lebih rendah.
Kesimpulan: Lebih Dari Sekadar Materi, Mitra Sukses
Memilih 0,5 mm 1050 lingkaran aluminium lebih dari sekadar memilih logam mentah. Anda sedang memilih:
- A terbukti, solusi yang dapat diandalkanyang secara signifikan mengurangi R Anda&D risiko dan tingkat kegagalan produksi.
- A sarana yang ampuh untuk diferensiasi produk, memungkinkan visi desain Anda terwujud dengan sempurna.
- Sebuah sekutu dalam meningkatkan daya saing produk jangka panjang, menambah nilai dalam kinerja termal, jangka hidup, dan estetika.
Di industri pencahayaan, dimana terang, kecantikan, teknologi, dan seni bertemu, biarkan materi profesional menjadi fondasi terkuat Anda.
Kami bukan hanya pemasok lingkaran aluminium, tetapi mitra proses produksi Anda. Kirimkan desain atau sampel kap lampu Anda untuk laporan pemilihan bahan yang ditargetkan, analisis kelayakan, dan materi tes gratis.