Why Your Aluminum Pots Crack During Production: 5 Common Aluminum Disc Quality Issues
In the cookware manufacturing industry, most products such as aluminum pots, frying pans, saucepans, and pressure cookers are produced using aluminum discs (aluminum circles) through deep drawing, stamping, or spinning processes.
However, many manufacturers encounter a common problem during prod uction: cracks appearing in the pot body during forming or deep drawing. In severe cases, the entire product becomes unusable, leading to significant material waste and production delays.
Many factories initially assume that the issue lies in mold design or machine settings, but in reality, more than 70% of cookware cracking problems originate from the quality of the aluminum disc material itself.
This article analyzes five common aluminum disc quality issues that cause cracking during cookware production, helping manufacturers identify potential risks before they affect production efficiency.

1. Insufficient Elongation of Aluminum Discs
In deep drawing processes, elongation is one of the most critical mechanical properties of aluminum material.
If the elongation rate of the aluminum disc is too low, the material cannot withstand the deformation stress during deep drawing or stamping. This often leads to:
- Cracks at the bottom of the pot
- Edge splitting
- Tearing during forming
For cookware manufacturing, aluminum discs typically require an elongation rate above 30% to ensure smooth forming.
Typical Elongation of Common Cookware Aluminum Alloys
| Alloy | Temper | Typical Elongation | Typical Application |
|---|---|---|---|
| 1050 | O | 35% – 40% | Deep drawing cookware |
| 1060 | O | 35% – 42% | Pressure cookers, stock pots |
| 1100 | O | 30% – 38% | General cookware |
| 3003 | O | 28% – 35% | Thick cookware |
If the elongation falls below 30%, the risk of cracking during deep drawing increases significantly.
2. Orange Peel Surface Defect
The orange peel effect is a common surface defect in aluminum processing. It refers to a rough, uneven surface texture that resembles the skin of an orange.
When aluminum discs with this defect undergo deep drawing, the problem becomes more noticeable and can cause:
- Uneven surface appearance
- Difficulty in mirror polishing
- Poor anodizing quality
- Reduced product aesthetics
Main Causes of Orange Peel Defects
- Excessively large grain structure
- Improper annealing process
- Unstable rolling process during aluminum sheet production
High-quality cookware aluminum discs usually feature fine and uniform grain structures, ensuring smooth surfaces even after deep drawing.
3. Uneven Thickness of Aluminum Discs
Another frequently overlooked factor is thickness tolerance.
If the aluminum disc thickness is inconsistent, the material will deform unevenly during stamping or deep drawing. This results in:
- Thinner areas cracking easily
- Thicker areas resisting deformation
- Irregular material flow during forming
Ultimately, the cookware may develop:
- Localized cracking
- Deformation
- Uneven wall thickness
Typical Thickness Tolerance Standards
| Thickness Range | Recommended Tolerance |
|---|---|
| 0.8–1.2 mm | ±0.03 mm |
| 1.2–2.0 mm | ±0.05 mm |
| 2.0–3.0 mm | ±0.06 mm |
Premium aluminum discs are usually produced with continuous rolling lines and automatic thickness control systems to ensure consistency.
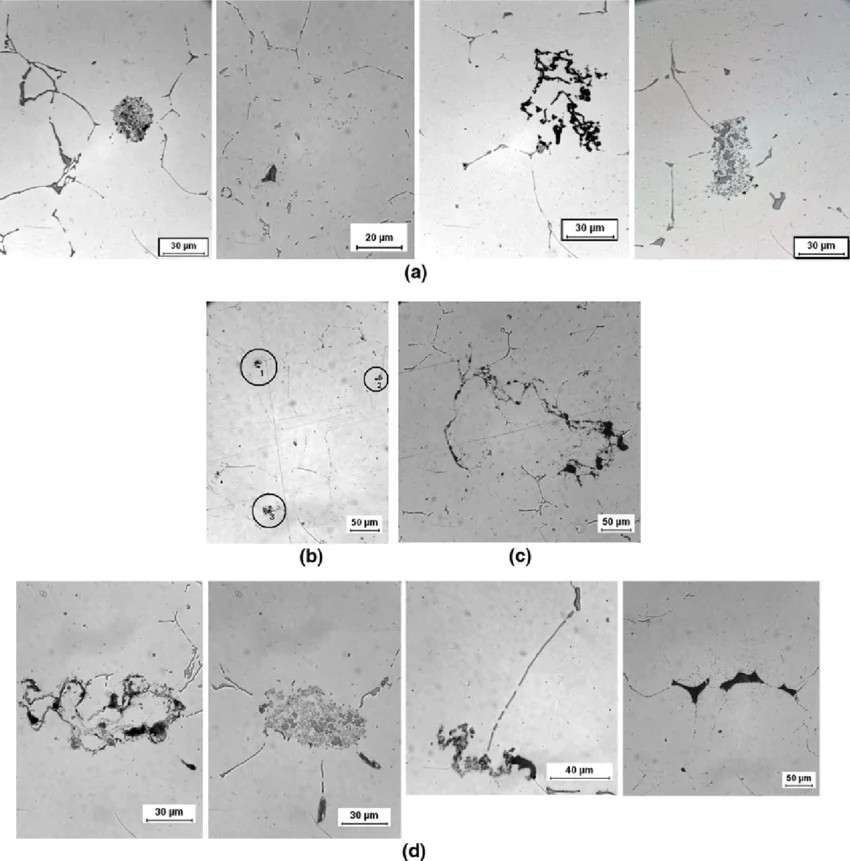
4. Excessive Internal Impurities
If aluminum smelting processes are not strictly controlled, the material may contain internal defects such as:
- Oxide inclusions
- Non-metallic inclusions
- Gas porosity
These defects are clearly visible under metallographic analysis.
During deep drawing, such impurities often become stress concentration points, which can lead to:
- Localized tearing
- Cracks in the cookware body
- Forming failure
High-quality aluminum production typically includes:
- Melt degassing treatment
- Ceramic filtration
- Inline quality inspection systems
These technologies significantly reduce internal material defects.
5. Severe Burrs on Aluminum Disc Edges

Many cookware manufacturers overlook the edge quality of aluminum discs.
If discs are produced with severe burrs during the blanking process, they may cause problems during forming such as:
- Crack propagation from the edge
- Increased mold wear
- Surface scratches during processing
High-quality aluminum discs usually undergo:
- Precision blanking
- Automatic edge trimming
- Deburring processes
The edges should be smooth, clean, and free of cracks or burrs.
Key Technical Standards for High-Quality Cookware Aluminum Discs
To minimize cracking issues during cookware production, manufacturers should evaluate aluminum discs based on the following technical parameters:
| Parameter | Recommended Standard |
|---|---|
| Alloy | 1050 / 1060 / 1100 / 3003 |
| Temper | O (Annealed) |
| Elongation | ≥30% |
| Surface Quality | No orange peel defects |
| Thickness Tolerance | ±0.03 – 0.06 mm |
| Grain Structure | Fine and uniform |
Meeting these standards ensures better deep drawing performance and higher production efficiency.
Conclusion
When aluminum cookware cracks during manufacturing, the problem is often not related to molds or machines but to the raw material quality.
The five most common aluminum disc issues include:
- Insufficient elongation
- Orange peel surface defects
- Uneven thickness
- Excessive internal impurities
- Severe edge burrs
For cookware manufacturers, selecting high-elongation, uniform-thickness, and defect-free aluminum discs is essential to improve production yield, reduce scrap rates, and ensure consistent product quality.
In the long term, high-quality raw materials not only enhance product performance but also significantly reduce overall manufacturing costs.
If you want, I can also help you upgrade this article into a high-ranking Google SEO version, including:
- SEO Title
- Meta Description
- Optimized URL
- FAQ schema (for Google rich results)
- Internal linking structure
- Expanded 3000–4000 word long-form version
This kind of structure is much easier to rank on Google for keywords like “aluminum disc for cookware” and “aluminum circle deep drawing.”